1 Общая характеристика объекта курсовой работы
Для определения типа производства необходимо рассмотреть применяемое технологическое оборудование, технологическую оснастку и форму технологической документации. При производстве детали «Колесо коническое» было использовано следующее технологическое оборудование:
- токарно-винторезный станок 16К20Ф3;
- вертикально-фрезерный станок 6Р13;
- радиально-сверлильный 2М55;
- горизонтально-протяжной станок 7Б55;
- зубострогальный станок 526;
- верстак слесарный.
Технологическая оснастка включает:
Приспособления:
- 3-х кулачковый патрон;
- оправка фрезерная 7148-9115;
- оправка 2201-9680.
Режущий инструмент:
- универсальный (резец, сверло, протяжка, фреза).
Измерительный инструмент:
- универсальный (штангенциркуль, микрометр, скоба, калибр, индикатор, шаблон) и специальный (пробка, зубомер, образцы шероховатости, стилоскоп).
Вспомогательный инструмент:
- оправка.
Применяемое технологическое оборудование, оснастка и документация указывает на то, что производство детали «Колесо коническое» является мелкосерийным.
- Служебное назначение детали
Деталь “Колесо коническое” широко применяется в промышленности. Конические зубчатые колеса применяют в передачах между валами, оси которых расположены под углом. Основное применение имеют передачи с пересекающимися под углом 90° осями, т. е. ортогональные передачи.
В качестве заготовки применяется деталь материала 38Х2Н2МА. После термической обработки заготовка имеет твердость НВ 277…321. Применяется покрытие путем химического фосфотирования ускоренного хромирования.
38Х2Н2МА – сталь конструкционная высококачественная хромоникельмолибденовая жаропрочная и коррозионностойкая.
Все поверхности можно разделить на основные и неосновные. Основными являются поверхности, описывающие внешний контур детали, непосредственно отвечающие за правильную работу детали в узле. К ним относятся наружные цилиндрические поверхности, наружные торцевые поверхности и фаски. К неосновным поверхностям относятся поверхности, являющиеся лишь вспомогательными поверхностями для обеспечения удобства механической обработки и сборки детали в узле. К ним относятся внутренние фаски, отверстия и канавки.
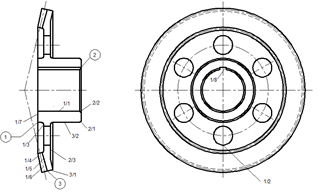
Рисунок 1.1 Поверхности детали «Колесо коническое»
Для более подробного рассмотрения каждой стороны детали составим таблицу. В таблице 1.1 приведены данные по поверхностям детали «Колесо коническое».
Таблица 1.1 Данные о поверхностях детали
|
№
поверх
ности
|
Вид и обозначение
поверхности
|
Кол-во
|
Квалитет
|
Шерохо-
ватость
|
Допуск формы
|
Допуск располо-жения
|
Другие показатели
|
Соответствие рекомендуемым значениям и ряд предпочтительности
|
Предложения по изменению
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1/1
|
ВЦП
|
1
|
7
|
1,6
|
-
|
-
|
Покрытие: хим.фос.ускор.х.р./Б
|
Не соответстует шероховатость. См. п. 6
R 80
|
Ra = 0,63
(+0,030)
|
|
1/2
|
ВЦП
|
6
|
14
|
12,5
|
|
60
|
R 5
|
(+0,52)
|
|
1/3
|
НТКП
8;R2
|
1
|
14
|
12,5
|
-
|
|
R 10
|
8 Н14 (+0,36)
|
|
1/4
|
НТП зуба
33,072-0,055
75°37’
|
1
|
14
|
1,6
|
-
|
60-0,051
|
Не соответствует
33,072-0,055
|
33h9
(-0,062)
R 80
|
|
1/5
|
ВТП зуба
79°21’ ’
|
1
|
14
|
1,6
|
|
60-0,051
|
-
|
|
|
1/6
|
ДП зуба
77°29’
|
1
|
14
|
1,6
|
|
60-0,051
|
-
|
|
|
1/7
|
НТП
37,692
|
1
|
14
|
12,5
|
|
-
|
Не соотв-т ряд предпочтительности
|
R 40
38 Н14
(+0,62)
|
|
1/8
|
Внутр.пазовая пов.
58,1
8
|
1
|
14
|
12,5
|
|
Т =0,03
|
Не соответствует
8
58,1 и
Rа = 12,5
R 10
|
8Js9
( )
59,3+0,2
Ra = 0,8
|
|
2/1
|
Наруж.
1х45
|
1
|
14
|
12,5
|
|
-
|
-
|
0,9х45
|
|
2/2
|
Внутр.фаска
1х45
|
1
|
14
|
12,5
|
|
-
|
-
|
0,8х45
|
|
2/3
|
Наруж.торц.выточка R2;2;12
|
1
|
14
|
12,5
|
|
-
|
2-й ряд
R 10
|
-
|
|
3/1
|
НЦП -0,09
12 3’
|
1
|
8
|
1,6
|
|
-
|
Не соответствует
-0,09
|
h8
(-0,072)
R 80
|
|
3/2
|
НЦП
|
1
|
14
|
12,5
|
|
-
|
R 40
|
(-0,87)
|
Примечание: 1. Проверяем шероховатость 2 поверхности Ra = 0,05Т=0,05∙520 = 26; оставляем Ra = 12,5 . 2. Шероховатость 4 пов-ти Ra = 0,05 ∙ 62 = 3,1; оставляем Ra = 1,6. 3. У поверхности 8 назначаем посадку с соответствующими отклонениями и уточняем размер на шпоночное соединение; Ra = 0,05∙ 18 = 0,9. Принимаем Ra = 0,8. 4. Приводим размер пов-ти 7 к ряду предпочтительности. Проверяем размеры наружной и внутренней фасок по формуле 0,1 . Наруж. фаска 0,1 = 0,9; внутр.фаска
0,1 =0,8.
1.2 Анализ технологичности детали
Под технологичностью конструкции изделия понимается совокупность свойств конструкции изделия, определяющих приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работы.
Колесо представляет собой деталь типа тела вращения, состоящую из цилиндрических наружных и внутренних поверхностей, пазовых поверхностей и отверстий.
Технологичность детали «Колесо коническое» оценим расчетом коэффициентов использования материалов, унификации и стандартизации детали:
Расчет коэффициентов:
- Коэффициент использования материалов:
Ким=Мд/Мз,
где Мд – масса детали, кг;
Мз- масса заготовки, кг.
Ким = 5,2/5,8 = 0,89
- Коэффициент унификации конструктивных элементов:
Кун=Qун.эл./Qоб.эл.,
где Qун.эл.– число унифицированных конструктивных элементов;
Qоб.эл– общее число конструктивных элементов.
Кун = 2/13=0,15
Кун = 8/13=0,62
- коэффициент стандартизации конструктивных элементов:
Кст=Qст.эл/Qоб.эл.,
где Nст.эл– число стандартизированных конструктивных элементов;
Nоб.эл– общее число конструктивных элементов.
Кст.=4/13=0,31
Кст=13/13.=1
По результатам полученных измерений можно сделать следующие выводы:
- коэффициент использования материалов достаточно высокий, следовательно заготовка выбрана верно с точки зрения экономических затрат.
- коэффициент унификации стоит улучшить за счет более точных размеров.
- коэффициент стандартизации соответствует норме.
1.3 Нормоконтроль чертежа детали
Нормоконтроль выполняется согласно ГОСТ 2.111. С технологической точки зрения следует обратить внимание на следующие вопросы:
- соблюдение рядов предпочтительности для линейных и угловых размеров (таблица 1.2; 1.3);
- правильное обозначение точности и шероховатости обрабатываемых поверхностей (таблица 1.3, таблица 1.4);
- полнота информации по точности и шероховатости обрабатываемых поверхностей детали, а также по точности форм поверхностей и их взаимного расположения
- соответствие точности основных обрабатываемых поверхностей и их шероховатости (таблица 1.5).
Анализируя чертёж детали можно сделать следующие выводы:
- Рабочий чертеж детали содержит все необходимые проекции и выноски, дающие полное представление о детали, четкое толкование ее конфигурации.
- Не все номинальные размеры (см. табл. 1.2) выбраны из ряда предпочтительного применения для линейных размеров по ГОСТ 6636-69, что не обеспечивает применение стандартного режущего и измерительного инструментов, калибров.
Таблица 1.2 Ряды предпочтительности для линейных и угловых размеров
|
Линейные и диаметральные размеры, мм
|
Ряд предпочтительности
|
|
55
|
R 80
|
|
25
|
R 5
|
|
8
|
R 10
|
|
33,072
|
-
|
|
37,695
|
-
|
|
8
|
R 10
|
|
85
|
R 40
|
|
2
|
R 10
|
|
217,3
|
-
|





