Исходные данные. Рабочий чертеж детали «Подшипник двойной». Материал детали – СЧ 15 ГОСТ 1412-85. Обработка верхних и нижних плоскостей бобышек. Годовая программа выпуска 10000 шт.
Задание.
- Определить размеры обрабатываемых поверхностей.
- Выявить размеры, определяющие положение обрабатываемых поверхностей относительно других поверхностей детали.
- Предложить два варианта базирования заготовки в приспособлении.
- Для каждого варианта расставить опорные точки.
- Указать комплект технологических баз для каждого варианта.
- Рассчитать ожидаемую погрешность базирования для каждого варианта.
- Обосновать выбор оптимальной схемы базирования.
- Выбрать и обосновать установочные элементы приспособления.
- Вычертить эскиз опор.
- Для выбранной схемы базирования рассмотреть возможные варианты направления силы закрепления заготовки.
- Оценить погрешность закрепления для каждого возможного варианта.
- Выбрать предпочтительный вариант.
- Рассчитать силу закрепления заготовки в приспособлении.
- Сделать выводы.
- Привести список литературы.
Исходные данные. Рабочий чертеж детали «Подшипник двойной». Материал детали – СЧ 15 ГОСТ 1412-85. Обработка верхних и нижних плоскостей бобышек. Годовая программа выпуска 10000 шт.
Задание.
- Определить размеры обрабатываемых поверхностей.
- Выявить размеры, определяющие положение обрабатываемых поверхностей относительно других поверхностей детали.
- Предложить два варианта базирования заготовки в приспособлении.
- Для каждого варианта расставить опорные точки.
- Указать комплект технологических баз для каждого варианта.
- Рассчитать ожидаемую погрешность базирования для каждого варианта.
- Обосновать выбор оптимальной схемы базирования.
- Выбрать и обосновать установочные элементы приспособления.
- Вычертить эскиз опор.
- Для выбранной схемы базирования рассмотреть возможные варианты направления силы закрепления заготовки.
- Оценить погрешность закрепления для каждого возможного варианта.
- Выбрать предпочтительный вариант.
- Рассчитать силу закрепления заготовки в приспособлении.
- Сделать выводы.
- Привести список литературы.
Решение.
- Определить размеры обрабатываемых поверхностей.
По условию требуется обработать верхние и нижние плоскости бобышек. Они параллельны. Расстояние между ними определяется размером 24h12(-0,21) (мм) - см. рабочий чертеж Поверхности должны быть обработаны на проход. Габаритные размеры детали 175 и 88 мм.
- Выявить размеры, определяющие положение обрабатываемых поверхностей относительно других поверхностей детали.
Как уже было отмечено выше, обрабатываемые плоскости параллельны друг другу. Положение одной из них – нижней по рабочему чертежу – определяется размером 12h14(-0,43) (мм) относительно необрабатываемой верхней плоскости коромысла – см. рабочий чертеж.
- Предложить два варианта базирования заготовки в приспособлении.
С учетом квалитета получаемых размеров 12h14(-0,43), 24h12(-0,21) (мм) и шероховатости обработанных поверхностей не грубее Rz=80 мкм требуемым видом обработки будет фрезерование. С учетом программы выпуска 10000 штук в год выберем наиболее простой и производительный способ фрезерования – торцевое фрезерование поочередно каждой плоскости.
При таком способе обработки возможно два способа базирования заготовки на первом установе.
Первый способ: заготовка устанавливается на необрабатываемую плоскость коромысла, от которой отсчитывается исполняемый размер 12h14(-0,43) (мм) - см. рис. 1.
Второй способ: заготовка устанавливается на верхнюю по рабочему чертежу плоскость бобышек, а обработка ведется до исполнения размера 12h14(-0,43) (мм) – см. рис. 2.
На втором установе заготовка устанавливается на уже обработанную нижнюю плоскость бобышек, от которой отсчитывается исполняемый размер 24h12(-0,21) (мм) - см. рис. 3.
- Для каждого варианта расставить опорные точки.
Опорные точки расставлены на теоретических схемах базирования:
первый вариант первого установа – рис. 1;
второй вариант первого установа – рис. 2;
второй установ – рис. 3.
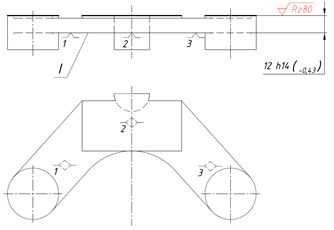
Рис. 1. Теоретическая схема базирования: первый вариант первого установа
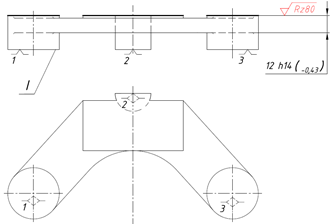
Рис. 2. Теоретическая схема базирования: второй вариант первого установа
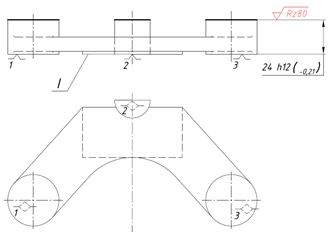
Рис. 3. Теоретическая схема базирования: второй установ
- Указать комплект технологических баз для каждого варианта.
Комплект технологических баз первого варианта первого установа:
I – установочная база (три теоретических опорных точки), рис. 1; база явная естественная контактная технологическая.
Комплект технологических баз второго варианта первого установа:
I - установочная база (три теоретических опорных точки), рис. 2; база явная естественная контактная технологическая.
Комплект технологических баз второго установа:
I – установочная база (три теоретических опорных точки), рис. 3.
- Рассчитать ожидаемую погрешность базирования для каждого варианта.
Погрешность базирования определяется допуском размера, соединяющего контактную технологическую и измерительную базы. Если эти базы совпадают, погрешность базирования равна нулю. Если базы связаны размерной цепью, погрешность базирования определяется допуском замыкающего звена цепи, непосредственно соединяющим названные базы.
В первом варианте первого установа контактная технологическая и измерительная база для исполняемого размера 12h14(-0,43) (мм) совпадают. Следовательно, погрешность базирования εб=0.