Важнейшей задачей предприятий оборонного комплекса является увеличение срока службы, повышение надежности и эффективности эксплуатации военной автомобильной техники (ВАТ). Надежность и долговечность большинства изделий современной ВАТ в значительной степени зависит от работоспособности и срока службы многочисленных узлов трения машин и их агрегатов. Надежность трибосистем определяется главным образом износостойкостью подвижно сопряженных деталей, которая в свою очередь зависит от эксплуатационных свойств материалов этих деталей. А для деталей узлов трения определяющим для надежности и работоспособности трибосистемы является структура и свойства поверхностных слоев. Следовательно, повышение износостойкости деталей узлов трения является актуальной научной задачей современного машиностроения.
Наиболее ответственными деталями военной автомобильной техники являются валы, такие как коленчатый вал, распределительный вал, первичный вал коробки передач и др. Анализ технических условий на капитальный ремонт ВАТ показывает что, величина износа большинства деталей находится в пределах от 0,1 до 2,5 мм, т.е. повысить срок службы деталей трибосистем можно за счет применения поверхностной упрочняющей обработки [1].
В течение последних десятилетий в науке и технике разработаны различные методы повышения износостойкости деталей узлов трения. Основа всех методов базируется на положениях трибологии, рассматривающих механизмы трения и изнашивания как процессы контактного фрикционного взаимодействия, деформирования поверхностного слоя и усталостное разрушение с отделением частиц износа.
Вследствие этого одни методы являются способами поверхностного упрочнения деталей путем изменения структуры, другие предусматривают нанесение износостойких покрытий. Все известные способы упрочнения имеют свои достоинства и недостатки, ограничивающие область их применения.
Одним из наиболее перспективных методов поверхностного упрочнения путем изменения структуры является трибоэлектрическая обработка, позволяющая существенно повысить физико-механические и триботехнические свойства поверхностных слоев различных материалов.
Формирование упрочненного слоя при трибоэлектрической обработке происходит в результате термомеханического воздействия на локальных участках поверхности обрабатываемой детали. Понимая процесс влияния параметров трибоэлектрической обработки, и варьируя ими, можно формировать поверхностные слои деталей военной автомобильной техники с заранее заданными эксплуатационными свойствами.
Предмет исследования – повышение эксплуатационных свойств деталей военной автомобильной техники.
Объект исследования – технологический процесс упрочнения поверхностей деталей ВАТ трибоэлектрической обработкой.
Цель дипломной работы - на основе анализа научно-технической литературы дать практические рекомендации по применению метода трибоэлектрической обработки для упрочнения поверхностей деталей ВАТ.
Для достижения цели необходимо решить следующие задачи:
- Изучить причины отказов деталей трибосистем и провести анализ типового технологического процесса упрочнения деталей ВАТ.
- Проанализировать известные способы поверхностного упрочнения и обосновать выбор метода трибоэлектрической обработки для повышения эксплуатационных свойств деталей ВАТ.
- Рассмотреть физические основы метода ТЭО, применяемое оборудование и технологическую оснастку, исследовать влияние режимов трибоэлектрической обработки на шероховатость и механические свойства поверхности.
- Разработать практические рекомендации по назначению оптимальных технологических режимов ТЭО для упрочнения поверхностей деталей ВАТ.
1 Анализ технологического процесса упрочнения деталей военной автомобильной техники
-
Анализ дефектов деталей военной автомобильной техники
Номенклатура деталей военной автомобильной техники достаточно широка и разнообразна. Конструкция и технические требования, предъявляемые к деталям, входящим в узлы и агрегаты ВАТ, соответствуют их эксплуатационным условиям. Детали выполняют различные функции и работают в определенных режимах.
Наиболее ответственными деталями военной автомобильной техники являются детали, относящиеся к классу валов. Деталь принадлежит к классу валов, если соотношение длины детали к ее диаметру превышает 1,5.
В механизмах военной автомобильной техники применяют валы различной конструктивной формы: бесступенчатые (гладкие), ступенчатые с прямой геометрической осью (первичный вал коробки передач, распределительный вал) и ступенчатые с ломаной геометрической осью (коленчатый вал), предназначенные для передачи крутящих моментов и монтажа на них различных деталей и механизмов (рис. 1.1) [1].
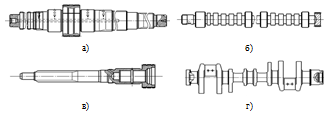
Рисунок 1.1 – Детали ВАТ, относящиеся к классу валов
а – вал первичный делителя передач; б – распределительный вал;
в – вал вторичный коробки передач; г – коленчатый вал
Валы, как правило, сложны по конструкции и представляют собой сочетание различных поверхностей: гладких цилиндрических, шлицевых, шпоночных, резьбовых и др. Анализ технических условий на капитальный ремонт деталей ВАТ показал, что большая часть поверхностей, подверженных в процессе эксплуатации деформациям и изнашиванию относится к цилиндрическим поверхностям, из них наружные составляют 37%; внутренние – 23%; резьбовые – 30%; другие – 10% [2].
Основное количество отказов деталей узлов и агрегатов автомобилей вызвано изнашиванием рабочих поверхностей – до 50%, 17,7% связано с повреждениями, 7,8% вызвано трещинами и 24,5% другими причинами (рис. 1.2). Неисправности в узлах трения ВАТ возникают в связи с естественным изнашиванием деталей. Различают три основных вида изнашивания: механическое, молекулярно-механическое и коррозионно-механическое (рис. 1.3) [3].

Рисунок 1.2 – Причины отказов деталей ВАТ с величиной предельного износа







